- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

¿Qué hace que el polvo DMH sea esencial para las aplicaciones industriales modernas?
Descubra las propiedades, beneficios, usos industriales, estándares de seguridad, métodos de almacenamiento y consejos de compra del polvo DMH. Esta guía completa ayuda a los fabricantes y compradores a comprender por quéPolvo DMHse ha convertido en un material importante en múltiples industrias en todo el mundo.
Resumen del artículo
El polvo DMH se usa ampliamente en la fabricación de productos químicos, síntesis industrial, tratamiento de agua, productos farmacéuticos y procesos de producción especializados. Debido a su excelente estabilidad química, reactividad controlada y amplia compatibilidad con formulaciones industriales, se ha convertido en la materia prima preferida de muchos fabricantes.
Este artículo explora las propiedades principales del polvo DMH, las aplicaciones industriales comunes, las ventajas sobre compuestos alternativos, las recomendaciones de almacenamiento y manipulación, las consideraciones de calidad y cómo las empresas pueden seleccionar proveedores confiables. Si usted es gerente de adquisiciones, ingeniero químico o comprador industrial, esta guía brinda información práctica para respaldar decisiones informadas.
Tabla de contenido
- 1. Entendiendo el polvo DMH
- 2. Propiedades clave del polvo DMH
- 3. Aplicaciones industriales
- 4. Principales ventajas
- 5. Polvo de DMH frente a productos químicos alternativos
- 6. Proceso de fabricación
- 7. Estándares de calidad
- 8. Almacenamiento y manipulación
- 9. Consideraciones de seguridad
- 10. Guía de compra
- 11. Tendencias futuras del mercado
- 12. Preguntas frecuentes
- 13. Conclusión
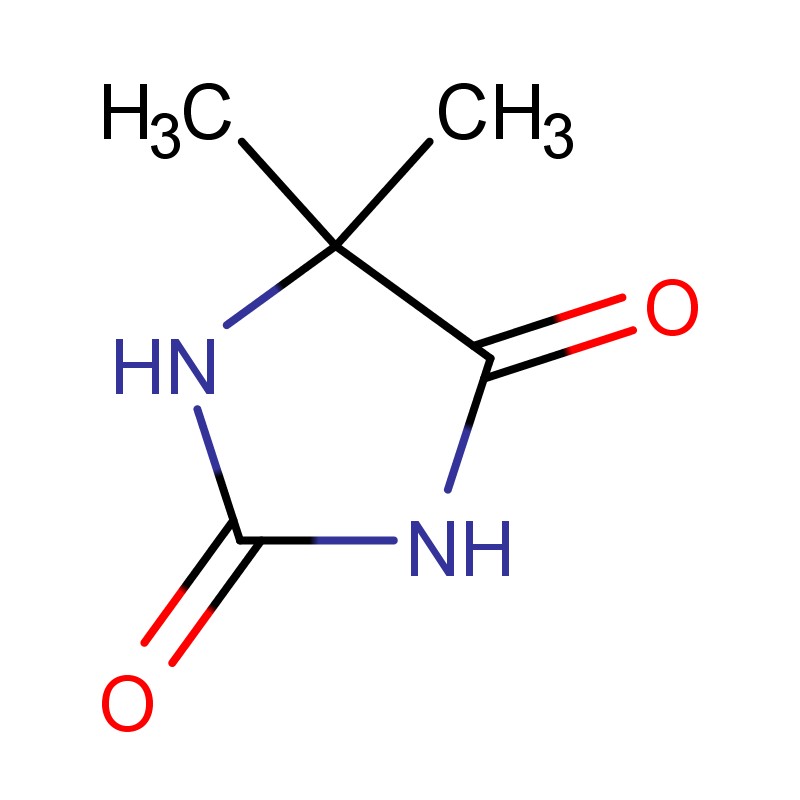
1. Entendiendo el polvo DMH
El polvo DMH es un importante intermediario químico ampliamente utilizado en la fabricación industrial y la producción de productos químicos especializados. Sus características químicas le permiten participar eficazmente en diversas formulaciones y procesos de síntesis. Debido a su estructura estable y rendimiento eficiente, el polvo DMH se adopta cada vez más en industrias que requieren una consistencia química confiable.
Los fabricantes suelen elegir el polvo DMH porque ofrece una excelente compatibilidad de proceso y un control de calidad confiable. Por lo general, se integra en aplicaciones donde la pureza, la eficiencia de la reacción y la estabilidad del almacenamiento son fundamentales.
Por qué las industrias prefieren el polvo DMH
- Alta estabilidad química
- Excelente rendimiento de almacenamiento
- Amplia compatibilidad industrial
- Consistencia de reacción confiable
- Aplicación industrial rentable
- Adecuado para fabricación a gran escala.
2. Propiedades clave del polvo DMH
Comprender las características técnicas del polvo DMH es esencial para seleccionar el material adecuado para aplicaciones industriales. Diferentes industrias priorizan diferentes indicadores de desempeño, pero varias propiedades fundamentales hacen que este polvo sea muy valioso.
| Propiedad | Descripción | Beneficio industrial |
|---|---|---|
| Estabilidad química | Mantiene el rendimiento durante el almacenamiento. | Larga vida útil |
| Alta Pureza | Impurezas mínimas | Producción industrial constante |
| Reactividad controlada | Comportamiento químico predecible | Procesos de producción eficientes |
| Forma de polvo | Fácil transporte y mezcla | Comodidad operativa |
La forma en polvo también contribuye a un envasado más sencillo, menores costos de transporte y una integración eficiente en sistemas de producción automatizados.
3. Aplicaciones industriales del polvo DMH
Polvo DMH se utiliza en una amplia gama de sectores industriales. Su flexibilidad y confiabilidad química lo hacen adecuado para múltiples entornos de fabricación.
Fabricación de productos químicos
El polvo DMH se utiliza ampliamente como intermediario en la producción de productos químicos especiales. Admite reacciones controladas y mejora la consistencia de la fabricación.
Tratamiento de agua
Muchos sistemas de tratamiento de agua industriales incorporan DMH en polvo debido a su eficacia para estabilizar ciertas formulaciones químicas.
Industria Farmacéutica
En los procesos de síntesis farmacéutica, el polvo DMH se puede utilizar en etapas de producción intermedias que requieren estrictos estándares de pureza.
Formulaciones industriales
Los fabricantes utilizan polvo DMH en mezclas industriales especializadas donde se requiere un rendimiento químico estable.
Su adaptabilidad permite a los fabricantes personalizar los métodos de producción según requisitos industriales específicos. Esta flexibilidad mejora significativamente la eficiencia operativa y la consistencia del producto.
Industrias que comúnmente utilizan polvo DMH
- Plantas de procesamiento químico
- Instalaciones de tratamiento de aguas industriales
- Fabricantes de formulaciones especiales
- Laboratorios de investigación
- Fabricantes farmacéuticos
- Productores de soluciones de limpieza industrial.
- Desarrolladores de materiales avanzados
4. Principales ventajas del polvo DMH
Elegir el producto químico industrial adecuado puede afectar significativamente la eficiencia de fabricación y los costos de producción. DMH Powder ofrece varias ventajas notables que mejoran el rendimiento operativo.
| Ventaja | Impacto empresarial |
|---|---|
| Rendimiento de almacenamiento estable | Reducción del desperdicio de material |
| Calidad confiable | Consistencia de producción mejorada |
| Uso versátil | Admite múltiples aplicaciones industriales |
| Transporte eficiente | Menores costos logísticos |
| Larga vida útil | Beneficios de la gestión de inventario |
Estos beneficios hacen que DMH Powder sea atractivo para las empresas que buscan soluciones rentables sin sacrificar la calidad del rendimiento.
5. Polvo de DMH frente a productos químicos alternativos
Los compradores industriales suelen comparar el polvo DMH con compuestos alternativos antes de tomar decisiones de compra. Varios factores influyen en esta comparación, incluida la pureza, la estabilidad del almacenamiento y el rendimiento operativo.
| Factor | Polvo DMH | Materiales alternativos |
|---|---|---|
| Estabilidad de pureza | Alto | Varía |
| Vida de almacenamiento | Largo | Moderado |
| Compatibilidad industrial | Excelente | Limitado en algunos casos |
| Comodidad de manejo | Fácil | Depende de la formulación |
Para muchos usuarios industriales, DMH Powder ofrece una combinación equilibrada de rendimiento, simplicidad operativa y consistencia confiable.
6. Proceso de fabricación del polvo DMH
El proceso de fabricación de DMH Powder requiere un control preciso de las materias primas, las condiciones de reacción, las etapas de purificación y el embalaje final. Los estándares de producción de alta calidad ayudan a garantizar propiedades químicas estables y un rendimiento constante del producto.
Pasos típicos de producción
- Selección e inspección de materia prima.
- Reacciones de síntesis controladas.
- Purificación y filtración
- Secado y procesamiento de polvo.
- Inspección y pruebas de calidad.
- Embalaje y envío industrial
Los fabricantes modernos se centran en gran medida en la coherencia porque los clientes industriales requieren un rendimiento químico predecible en entornos de producción a gran escala.
7. Estándares de calidad para el polvo DMH
Los compradores industriales siempre deben verificar los estándares de calidad antes de comprar DMH Powder. Los proveedores confiables suelen proporcionar documentación técnica e informes de verificación de calidad.
| Indicador de calidad | Importancia |
|---|---|
| Nivel de pureza | Garantiza un rendimiento químico constante |
| Contenido de humedad | Afecta la estabilidad de almacenamiento |
| Tamaño de partícula | Apoya la uniformidad del proceso |
| Integridad del embalaje | Previene la contaminación |
Las empresas que priorizan el control de calidad pueden reducir las interrupciones de la producción y mejorar la eficiencia operativa general.
8. Recomendaciones de almacenamiento y manipulación
Las prácticas de almacenamiento adecuadas son esenciales para mantener la eficacia del polvo DMH. La exposición ambiental puede influir en el rendimiento del producto si los materiales no se manipulan correctamente.
Mejores prácticas de almacenamiento
- Almacenar en un ambiente fresco y seco.
- Evite la exposición directa a la luz solar.
- Mantenga los contenedores bien cerrados
- Prevenir la contaminación por humedad
- Utilice equipo de seguridad industrial adecuado
- Siga las instrucciones de manipulación del fabricante.
Seguir estas pautas ayuda a extender la vida útil y mantener la consistencia del producto durante el uso industrial.
9. Consideraciones de seguridad
La seguridad industrial sigue siendo un aspecto esencial del manejo de productos químicos. El personal que trabaja con DMH Powder debe seguir los procedimientos operativos adecuados y las normas de seguridad en el lugar de trabajo.
Medidas de seguridad recomendadas
- Utilice guantes y gafas protectoras.
- Utilice una ventilación adecuada en el lugar de trabajo
- Evite la inhalación directa de partículas de polvo.
- Capacitar al personal en procedimientos de manipulación de químicos.
- Mantener el equipo de respuesta a emergencias.
- Siga las regulaciones industriales locales
Las empresas que invierten en prácticas de manipulación segura pueden mejorar la eficiencia en el lugar de trabajo y minimizar los riesgos operativos.
10. Cómo elegir un proveedor de polvo DMH confiable
Seleccionar al proveedor adecuado es una de las decisiones más importantes para los compradores industriales. La consistencia del producto y la confiabilidad del suministro afectan directamente el desempeño de la fabricación.
| Factor de evaluación de proveedores | Por qué es importante |
|---|---|
| Experiencia en fabricación | Garantiza experiencia técnica |
| Documentación de calidad | Apoya la confianza en la compra |
| Capacidad de producción | Evita interrupciones en el suministro. |
| Apoyo técnico | Mejora la experiencia del cliente |
| Estándares de embalaje | Protege la calidad del material |
Muchos compradores industriales prefieren asociaciones con proveedores a largo plazo porque el abastecimiento estable mejora la confiabilidad de la fabricación.
11. Tendencias futuras del mercado de polvo DMH
La demanda industrial mundial de productos químicos especializados de alta calidad continúa creciendo. Los fabricantes buscan cada vez más compuestos estables y versátiles que mejoren la eficiencia de la producción manteniendo el control de costes.
Varias tendencias están impulsando la demanda futura de polvo DMH:
- Expansión de la fabricación de productos químicos industriales.
- Mayor demanda de formulaciones especiales.
- Crecimiento en las industrias de tratamiento de agua.
- Mayores expectativas de calidad en la fabricación.
- Automatización y sistemas avanzados de producción.
- Desarrollo de la cadena de suministro industrial global
A medida que las industrias continúan modernizando sus sistemas de producción, se espera que la demanda de productos químicos intermedios confiables aumente constantemente.
12. Preguntas frecuentes
¿Para qué se utiliza principalmente el polvo DMH?
El polvo DMH se utiliza principalmente en la fabricación de productos químicos, síntesis industrial, formulaciones especiales, tratamiento de agua y ciertos procesos farmacéuticos.
¿Por qué es importante la pureza del polvo DMH?
Los niveles de pureza más altos mejoran la consistencia de la reacción, reducen los riesgos de contaminación y respaldan un rendimiento industrial estable.
¿Cómo se debe almacenar el DMH en polvo?
Debe almacenarse en recipientes sellados en ambientes frescos, secos y bien ventilados, lejos de la humedad y la luz solar directa.
¿Puede DMH Powder respaldar la producción industrial a gran escala?
Sí. El polvo DMH se usa ampliamente en entornos industriales a gran escala debido a su rendimiento químico estable y su compatibilidad de fabricación confiable.
¿Qué deben buscar los compradores al seleccionar un proveedor?
Los compradores deben evaluar la experiencia en fabricación, los sistemas de control de calidad, la consistencia del producto, el soporte técnico y los estándares de embalaje.
13. Conclusión
El polvo DMH se ha convertido en un material importante en la fabricación industrial moderna debido a sus propiedades químicas estables, aplicaciones versátiles y rendimiento operativo confiable. Industrias que van desde el procesamiento químico hasta la fabricación especializada continúan adoptando el polvo DMH porque respalda la eficiencia, la consistencia y la confiabilidad de la producción a largo plazo.
A medida que los estándares industriales continúan evolucionando, las empresas requieren cada vez más materias primas confiables que cumplan con las exigentes expectativas operativas. DMH Powder sigue siendo una solución sólida para los fabricantes que buscan calidad, flexibilidad y rendimiento estable en múltiples aplicaciones.
Leache Chem LTD.se compromete a proporcionar productos químicos de alta calidad con capacidades de suministro estables, soporte técnico profesional y servicio al cliente confiable para clientes industriales globales.
Contáctenoshoy para obtener más información sobre nuestras soluciones DMH Powder y servicios de soporte industrial personalizados.


